Авторизация
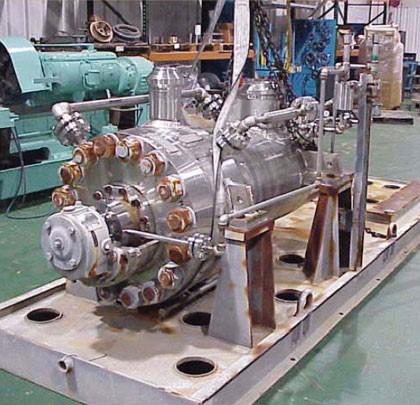
Прежде чем рассматривать наиболее распространённые варианты монтажа опорных плит насосов, необходимо понять, каким образом насосные агрегаты обычно поставляются заказчику или на площадку монтажа. Как правило, производители технологических насосов поставляют оборудование в виде агрегата, представляющего собой собранный комплект, включающий насос, привод и опорную плиту (см.рисунок1).
Опорная плита с установленным многоступенчатым насосом по стандарту API 610 в ремонтно-модернизационной мастерской (источник: HydroAire, Inc., Чикаго, Иллинойс).
После определения требуемого расстояния между валами для установки выбранной муфты и предварительной центровки валов с точностью порядка 0,020 дюйма (0,5 мм) производитель насоса (одновременно являющийся поставщиком опорной плиты) выполняет перенос расположения крепёжных отверстий с насоса и привода на монтажные площадки опорной плиты.
Далее выполняется сверление и нарезание резьбы под крепёжные болты, диаметр которых примерно на 0,060 дюйма (1,5 мм) меньше диаметра монтажных отверстий («сквозных отверстий») в насосе и приводе. На данном этапе сборки устанавливаются крепёжные болты, и насосный агрегат считается готовым к отгрузке в виде предварительно отцентрированного и смонтированного блока.
Получение такого, удобного для транспортировки, смонтированного агрегата за последние десятилетия привело к ошибочному представлению о том, что его можно просто поднять и установить на фундамент. Однако это не является правильной практикой. Более того, способ поставки насосного агрегата практически не связан с оптимальным способом его монтажа на месте эксплуатации.
Ранее специалисты сервисных служб производителей (OEM) хорошо понимали данную проблему, однако в настоящее время опытные специалисты встречаются всё реже, а приоритетом становится скорость выполнения работ. При этом ответственность лежит не только на поставщиках. Заказчики нередко допускают выполнение работ без чётких технических требований и процедур, а также заключают контракты по принципу минимальной стоимости, рассчитывая на благоприятный исход.

Стальная опорная плита с анкерным болтом в гильзе (слева) и регулировочным винтом (справа). Между регулировочным винтом и фундаментом показана толстая стальная шайба (подкладка, чок) (см. источник 1).
Следует отметить, что компании, применяющие передовые практики (BPC), не выполняют монтаж оборудования в виде собранного агрегата. Для обеспечения корректной установки по уровню насос и привод демонтируются с опорной плиты.
Опорная плита устанавливается на фундамент, в который заранее, при заливке железобетонного основания, были заделаны крепёжные (фундаментные) или анкерные болты (см. рисунок 2).
Далее с использованием регулировочных винтов, совместно с лазерно-оптическими приборами или высокоточным монтажным уровнем, монтажные площадки опорной плиты приводятся в плоское и параллельное состояние.
Контроль плоскостности и параллельности выполняется:
Компании, применяющие передовые практики, требуют достижимой точности порядка:
0,001 дюйма на фут (~0,08 мм на метр).
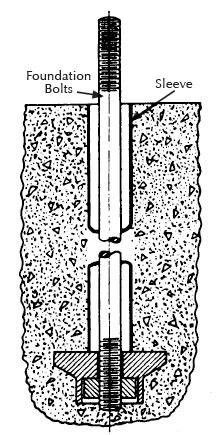
Рис 2b
После этого затягиваются гайки на анкерных болтах, а полости внутри опорной плиты, а также зазор между опорной плитой и фундаментом заполняются эпоксидным подливочным составом.
Для обеспечения необходимого удлинения и долговечности анкерные болты (см. рисунок 2) должны иметь отношение диаметра к длине в пределах от 1:10 до 1:12. Анкерные болты устанавливаются в гильзах либо с использованием других эластичных заполнителей. Гильзы предотвращают попадание подливочного состава и компенсируют различие в тепловом расширении бетонного фундамента и стальной опорной плиты.
После отверждения эпоксидного состава насос и привод устанавливаются на опорную плиту и выполняется их центровка в соответствии с требованиями передовой практики, ориентированной на надёжность оборудования.
Центровка выполняется путём регулировки положения привода относительно насоса с использованием регулировочных прокладок (шайб) под опорами привода. Контроль осуществляется с помощью индикаторов часового типа, которые также позволяют выявлять возможное явление «мягкой лапы» (soft foot) опор привода.
После окончательной фиксации насоса дополнительно контролируются:
При присоединении фланцев трубопроводов к патрубкам насоса осуществляется постоянный контроль показаний индикаторов. Любое отклонение свыше 0,002 дюйма (0,05 мм) требует корректировки трубопроводной обвязки.
Категорически не допускается подтягивание трубопроводов к насосу с применением усилий, если это приводит к отклонениям более 0,002 дюйма (0,05 мм).
Принципиально важно: технологические насосы не должны воспринимать нагрузки от трубопроводов и выполнять функцию опор для них.
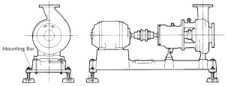
Насосный агрегат по стандарту ANSI на опорной плите, установленной на стойках (источник: ITT/Goulds, Seneca Falls, штат Нью-Йорк).
Предприятия, применяющие установку на стойках (см. рисунок 3), зачастую не достигают максимально возможной надёжности оборудования. Предприятия, использующие передовые практики, обеспечивают более жёсткое крепление насосов на традиционных фундаментных основаниях.
Насосные агрегаты, установленные на стойках, обладают недостаточной общей жёсткостью. Тем не менее, такой способ применяется для малых насосов по стандарту ANSI, где предполагалось, что возможность бокового перемещения всей установки позволит компенсировать нагрузки, возникающие от трубопроводов.
К числу немногих преимуществ стоечного монтажа относятся:
Однако данный способ имеет существенные недостатки. Установка на стойках препятствует передаче вибрации от насоса через опорную плиту на фундамент и далее в основание (грунт).
При правильной установке на фундамент вибрация передаётся в основание, что способствует:
Пользователи, применяющие передовые практики, часто указывают в технических требованиях и, как правило, настаивают на применении полностью эпоксидных опорных плит или стальных опорных плит с предварительным эпоксидным заполнением.
Как полностью эпоксидные, так и предварительно заполненные эпоксидным составом опорные плиты позволяют отказаться от трудоёмких традиционных операций подливки, необходимых при использовании опорных плит устаревшей конструкции с полостями.
Значительные трудозатраты и объёмы корректирующего обслуживания могут быть исключены за счёт применения:
Последние могут также изготавливаться непосредственно на предприятии. На рисунке 4 показана традиционная полая опорная плита, подготовленная к заполнению эпоксидным составом. После заполнения такая опорная плита превращается в монолитный блок, который не подвержен скручиванию и не теряет соосность (см. источник 4).
Совокупная стоимость данного более совершенного способа монтажа, как правило, ниже, чем при использовании традиционных методов выверки и подливки. Иными словами, затраты жизненного цикла для полностью эпоксидных или предварительно заполненных опорных плит могут быть существенно более выгодными (см. источник 3).
Начиная примерно с 2000 года, предприятия, применяющие передовые практики, всё чаще используют монолитные (цельные или предварительно заполненные эпоксидным составом) опорные плиты размерами до примерно 5 × 8 футов (1,5 × 2,5 м). Применение плит больших размеров затруднено из-за значительной массы.
В диапазоне размеров до указанных значений традиционные операции подливки постепенно вытесняются применением опорных плит, предварительно заполненных эпоксидной смолой или подливочным составом (см. источник 3).
Процесс эпоксидного заполнения включает пять последовательных этапов, выполняемых в контролируемых условиях. В большинстве случаев весь процесс осуществляется до отгрузки оборудования, однако иногда выполнение этапов 3–5 поручается квалифицированной монтажной бригаде непосредственно на площадке заказчика.

Нижняя поверхность опорной плиты после нанесения грунтовочного покрытия. Плита готова к заполнению эпоксидным составом. Наличие крупных заливочных отверстий указывает на то, что это опорная плита традиционной конструкции, переоборудуемая в вариант с предварительным заполнением (источник: ссылка 4).
Преимущества данного подхода являются существенными. Монтаж насосных агрегатов мощностью порядка 750 кВт и массой более 24 600 фунтов (~11 000 кг) неоднократно выполнялся без затруднений.
В отличие от этого, традиционная подливка требует:
Опорные плиты с предварительным эпоксидным заполнением обладают следующими преимуществами:

Ещё раз подчеркнём: правильный монтаж насосов на месте эксплуатации оказывает измеримое положительное влияние на их срок службы. Даже превосходная конструкция даст неудовлетворительные результаты при неправильной установке. В то же время насос со средними конструктивными характеристиками, но правильно установленный, будет работать эффективно (см. источник 2).
Под правильной установкой понимается, в частности:
Ни один производитель не проектирует насосы таким образом, чтобы они могли выполнять функцию жёсткой опоры для неправильно закреплённых трубопроводов или воспринимать нагрузки, вызывающие деформацию корпуса и патрубков насоса.
Кроме того, насосы должны быть надёжно закреплены на своих опорных плитах, а сами опорные плиты — прочно соединены с фундаментом. В современных установках для этого применяется эпоксидный подливочный состав.
Существует одно исключение:
Вертикальные насосы линейного исполнения (см. рисунок 5) не должны жёстко крепиться к фундаменту.
Они должны иметь возможность реагировать на тепловые и иные деформации присоединённых трубопроводов, поэтому необходимо обеспечить возможность их небольшого перемещения (скольжения) в горизонтальных направлениях (по осям X и Y).
Масса фундамента под такими насосами может быть существенно меньше, чем для горизонтальных насосов.
Для вертикальных насосов линейного исполнения допускается:
В то же время для горизонтальных насосов применяется устоявшееся правило:
Технические требования, соответствующие передовой практике, должны предусматривать эффективные конструктивные средства для центровки с использованием отжимных винтов.
На рисунке 6 показан пример, где заказчиком предусмотрена конструкция, обеспечивающая возможность установки (и последующего демонтажа) отжимных элементов для центровки по осям X и Y рядом с каждой из четырёх опор двигателя.

Рисунок 6 — Съёмные отжимные элементы для центровки, установленные в трёх из четырёх точек рядом с двумя опорами двигателя (источник: Stay-Tru®, Хьюстон, Техас)
Переносные отжимные элементы (рисунок 6), устанавливаемые в приваренные кронштейны, позволяют выполнять перемещения привода при центровке. После завершения центровки отжимные винты ослабляются, а сами элементы демонтируются.
При некачественном монтаже отжимные винты иногда оставляют поджатымі к опорам двигателя. В этом случае нагрев двигателя и его тепловое расширение могут привести к дополнительному давлению опор на винты, что, в свою очередь, способно вызвать деформацию корпуса двигателя (см. источник 4). Поэтому ослабление отжимных винтов должно обязательно входить в перечень контрольных операций при монтаже.
Если в состав поставки входят опорные плиты с предварительным эпоксидным заполнением, насос и привод действительно могут быть установлены и отцентрированы ещё до отгрузки. Однако при использовании традиционной опорной плиты перед монтажом насос и привод необходимо снять с плиты.
Далее с применением регулировочных винтов, лазерно-оптических приборов или высокоточного уровня выполняется выверка опорной плиты. Монтажные площадки приводятся в состояние плоскостности и параллельности:
Эта операция требует значительных трудозатрат и высокой квалификации.
После установки и выверки опорной плиты с эпоксидным заполнением на верхнюю поверхность фундамента наносится слой эпоксидного подливочного состава. Часть состава должна заполнить зазор между фундаментом и периметром монолитной опорной плиты.
Полное заполнение пространства не требуется. Площадь опирания рассчитывается таким образом, чтобы давление на подливочный состав составляло порядка 50 psi (≈0,34 МПа).
Пример расчёта:
Нагрузка:
12 000 / 800 = 15 psi (≈0,10 МПа), что значительно ниже допустимого значения.
По своей природе предварительное эпоксидное заполнение опорной плиты существенно снижает риск образования пустот, вызванных вовлечённым воздухом. Тем не менее, из-за высокой вязкости подливочных составов необходимо соблюдать правильную технологию их укладки для предотвращения образования воздушных карманов (см. источник 5).
Передача проектирования, изготовления и предварительного заполнения опорных плит специализированным подрядчикам зачастую оказывается экономически целесообразной. На рисунке 7 показана опорная плита, готовая к отгрузке.
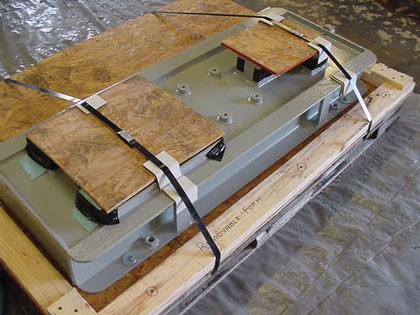
Рисунок 7 — Съёмные отжимные элементы для центровки, установленные в трёх из четырёх точек рядом с двумя опорами двигателя (источник: Stay-Tru®, Хьюстон, Техас)
Традиционные методы подливки для опорных плит без предварительного заполнения по своей природе являются трудоёмкими и затратными по времени (см. источник 3).
Использование опорной плиты с предварительной подливкой в сочетании с традиционными методами позволяет частично снизить затраты. Однако заключительный этап заливки по-прежнему требует:
Для дальнейшего снижения затрат, связанных с монтажом опорных плит, был разработан новый метод подливки в условиях монтажа для предварительно подготовленных опорных плит.
Данный метод (см. источник 4) основан на применении эпоксидного подливочного состава низкой вязкости и высокой прочности, что позволяет существенно сократить:
Использовать жёсткие опорные плиты из формованной стали с эпоксидным заполнением (метод «StayTru®» или утверждённый эквивалент) при реализации новых проектов и модернизации существующих объектов.
a) Установочные винты могут располагаться:
b) Высота монтажных площадок должна обеспечивать возможность установки под опоры привода регулировочных прокладок из нержавеющей стали толщиной не менее 1/8 дюйма (3 мм).
Хайнц П. Блох, P.E., является одним из наиболее признанных в мире экспертов в области надёжности машинного оборудования и входил в число основателей совета Международного симпозиума пользователей насосного оборудования Техасского университета A&M.
Он имеет статус пожизненного члена Американского общества инженеров-механиков (ASME), а также на протяжении нескольких десятилетий сохраняет регистрацию профессионального инженера (Professional Engineer) в штатах Нью-Джерси и Техас.
В качестве консультанта г-н Блох широко известен во всём мире и вносит значительный вклад в повышение надёжности и эффективности оборудования.



Авторизация